📝 Klipper 3D 프린터: ADXL345를 이용한 Input Shaper 설정 가이드
이 가이드는 FlashForge Adventurer 5M (Forge-X 적용) 프린터에 BIGTREETECH ADXL345 S2DW 가속도계를 설치하고 Klipper Input Shaper 측정을 완료하는 과정을 다른 사용자들이 쉽게 따라 할 수 있도록 요약 및 정리한 내용입니다.



✨ Input Shaper 설정 완료 후 얻는 놀라운 효과 🚀
ADXL345를 이용해 Input Shaper 측정을 완료하고 Klipper에 적용했을 때, 프린터는 단순히 빨라지는 것을 넘어 '최적의 속도와 품질의 균형점'을 찾게 됩니다.
1. 🖼️ 출력 품질의 혁신적인 향상 (링잉 현상 제거)
가장 즉각적이고 눈에 띄는 효과입니다. Input Shaper를 적용하는 주된 이유이기도 합니다.
- 링잉(Ringing) 현상 완벽 제거: 인쇄물이 날카로운 모서리를 지날 때 발생하는 잔물결 무늬나 고스트 현상(Ghosting)이 거의 사라집니다.
- 표면 매끄러움 증가: 프린터가 급격하게 방향을 전환할 때 발생하는 기계적인 떨림(공진)이 소프트웨어적으로 미리 상쇄되기 때문에, 출력물 표면이 이전보다 훨씬 매끄럽고 깨끗해집니다.
2. ⚡️ 안정적인 고속 출력 실현
측정을 통해 프린터가 견딜 수 있는 최대 가속도()의 한계를 파악하고, 그에 맞는 최적의 쉐이퍼를 적용하여 속도 저하 없이 안정성을 확보합니다.
- 가속도 한계 극복: 이전에는 품질 저하를 막기 위해 가속도를 정도로 제한했지만, 측정 결과(, 허용)를 바탕으로 최대 가속도를 대폭 상향할 수 있습니다.
- 출력 시간 단축: 가속도가 높아지면 인쇄 헤드가 최고 속도에 도달하고 멈추는 시간이 줄어들어, 전체 출력 시간이 크게 단축됩니다. 특히 부품이 많거나 모서리가 많은 모델 출력 시 효과가 극대화됩니다.
3. 🛡️ 프린터 수명 및 안정성 향상
- 소프트웨어적 강성 보강: Input Shaper는 기계적인 문제를 소프트웨어적으로 보정하여, 프린터가 가장 잘 작동하는 주파수에서 움직이도록 유도합니다.
- 불필요한 스트레스 감소: 공진은 프린터 프레임과 부품에 불필요한 떨림과 스트레스를 주어 장기적으로 나사 풀림이나 부품 마모를 유발할 수 있습니다. Input Shaper 적용은 이러한 기계적 스트레스를 줄여 프린터의 안정성과 수명을 늘리는 데 기여합니다.
4. 🎯 정밀한 맞춤 설정
- 범용 설정 탈피: 다른 사람이 공유한 임의의 Input Shaper 값이나 Klipper의 기본값 대신, 사용자 프린터의 실제 물리적 특성()에 정확하게 맞춘 값을 적용합니다.
- 최고의 시너지: Forge-X와 같은 고성능 익스트루더 모드와 결합하여, 하드웨어의 잠재력을 소프트웨어적으로 최대한 끌어낼 수 있습니다.
1. ⚙️ ADXL345 설치 및 초기 설정 확인
공진 측정을 위한 센서 설치 방향과 Klipper 설정이 정확해야 합니다.

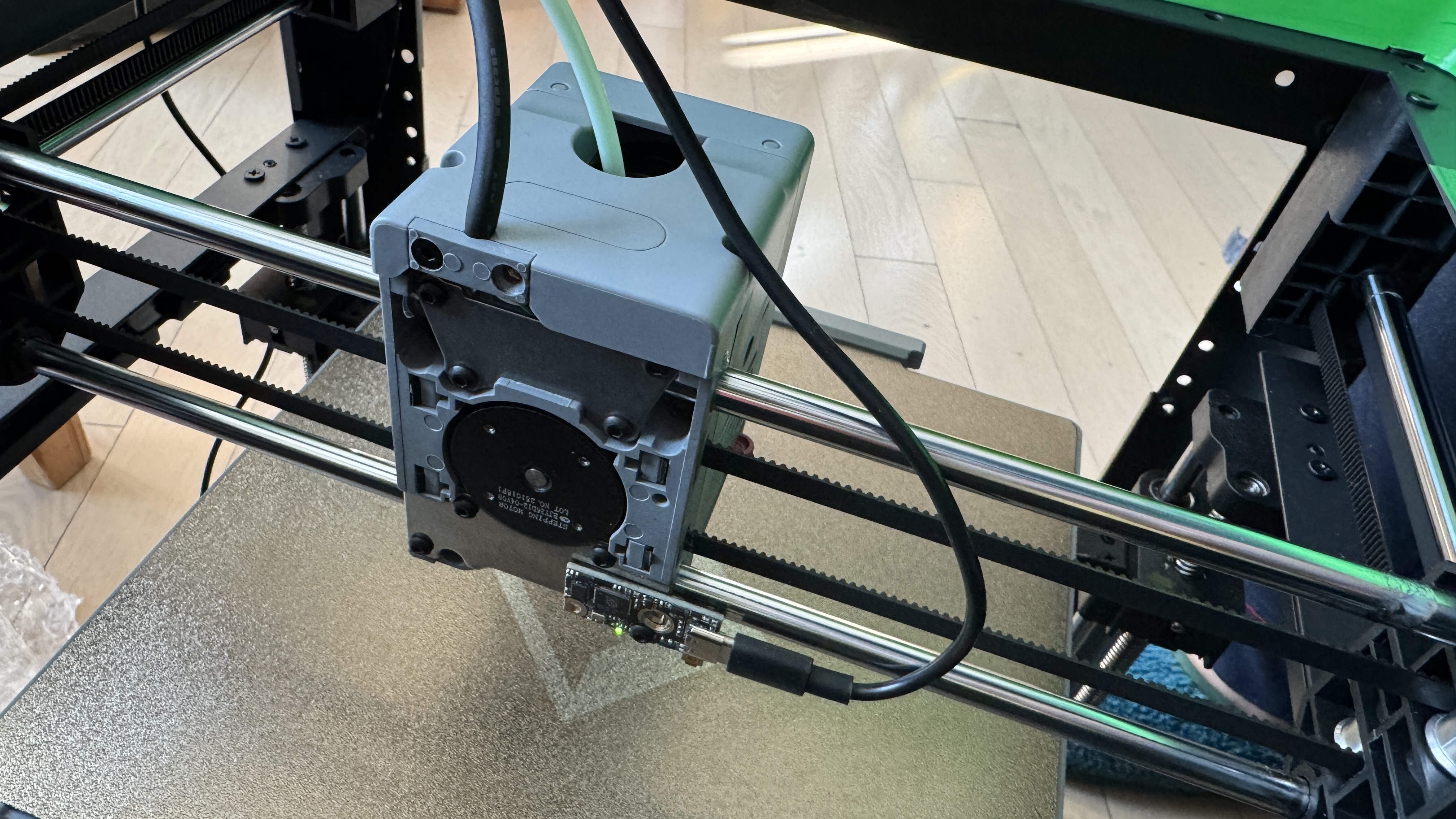


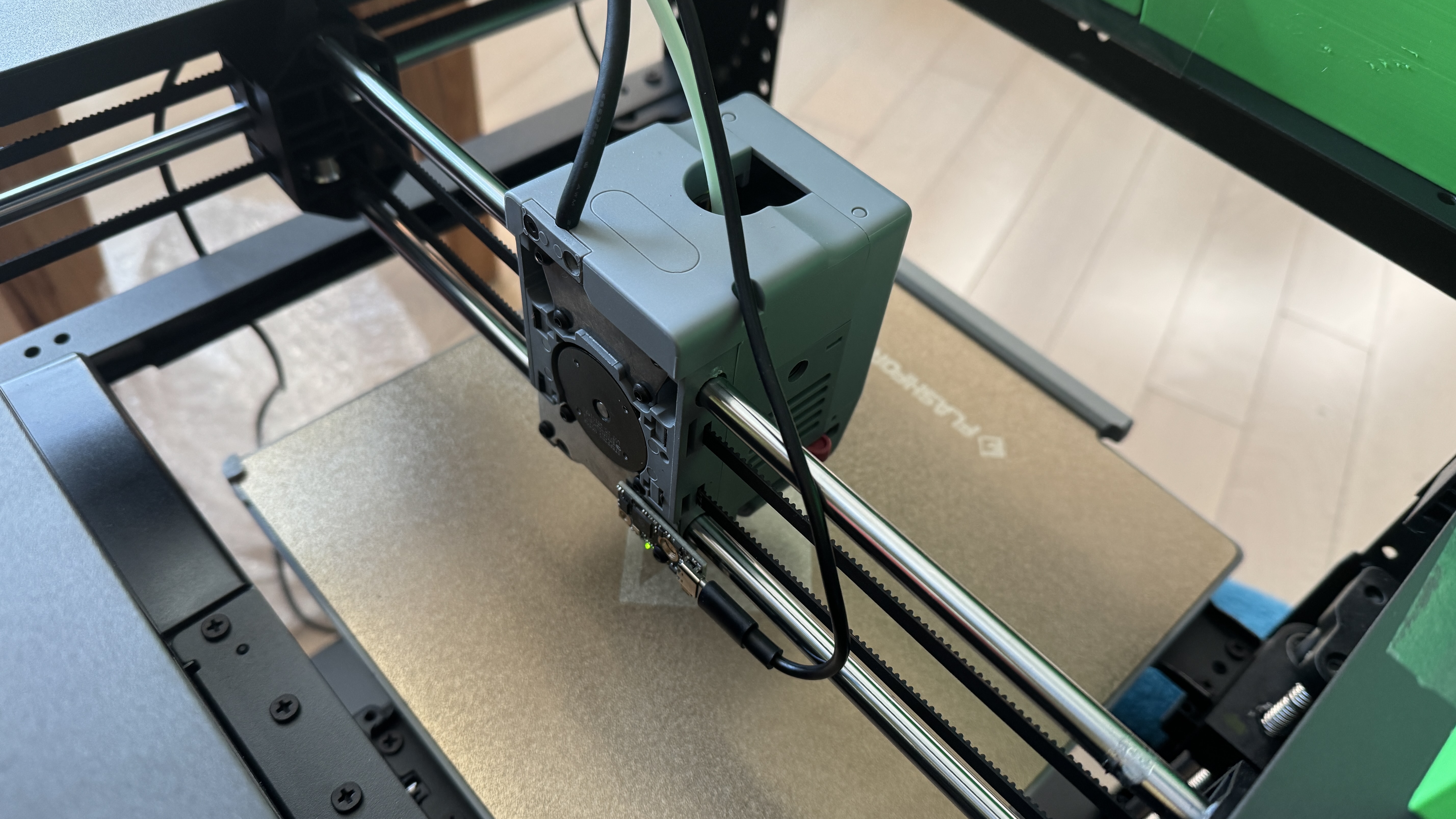
A. 물리적 설치 (ADXL345)
- 센서 보드: BIGTREETECH ADXL345 S2DW USB 보드 사용.
- 설치 방향: 프린터의 정면에서 바라보았을때 - 사진참고
- 칩 부착면: 프린터의 뒷면을 향하게 설치.
- USB 포트: 프린터의 왼쪽을 향하게 설치.
B. Klipper 설정 (Axes Mapping)
위 설치 방향을 기준으로 Klipper가 프린터의 X, Y, Z 움직임을 정확하게 측정할 수 있도록 축을 매핑합니다.
[adxl345]
axes_map: -x,z,-y- 검증 결과: ACCELEROMETER_QUERY 결과, Z축 가속도(9800 mm/s2)가 정상적으로 측정되어 축 매핑이 올바른 것으로 확인되었습니다.
🧭 ADXL345: 설치 방향에 따른 axes_map 설정 원리
Input Shaper가 정확하게 작동하려면, 가속도계가 측정한 데이터가 프린터의 실제 움직이는 방향(프린터 좌표계)과 일치해야 합니다. 센서 보드의 설치 방향이 바뀔 때마다 센서가 인식하는 축과 프린터가 움직이는 축간의 관계가 달라지므로 axes_map을 수정해야 합니다.
1. 두 가지 좌표계의 이해
Input Shaper 설정은 두 가지 좌표계를 매핑(Mapping)하는 과정입니다.
| 좌표계 | 정의 |
| 프린터 좌표계 | 프린터의 움직이는 방향: (좌우), (앞뒤), (상하). |
| 센서 좌표계 | ADXL345 칩 자체가 정의하는 방향: , , . (보통 칩이나 보드에 표시되어 있음) |
axes_map의 역할: [adxl345] 섹션의 axes_map: <x_axis>,<y_axis>,<z_axis>는 "프린터의 X축, Y축, Z축 가속도를 측정하기 위해 ADXL345의 어떤 축을 사용할 것인가?"를 Klipper에게 알려주는 명령어입니다.
2. 센서 방향에 따른 매핑 규칙
ADXL345 센서 보드는 일반적으로 USB 포트나 커넥터가 또는 Y축의 양의 방향을 가리키도록 설계되어 있습니다.
| 프린터 축 | 매핑할 ADXL345 축 | 설명 |
| 프린터 | 프린터 X축 방향으로 움직일 때, 센서의 X 축이 반대방향 가속도를 측정해야 함. | |
| 프린터 | 프린터 Y축 방향으로 움직일 때, 센서의 Z 축이 가속도를 측정해야 함. | |
| 프린터 | 프린터 Z축 방향으로 움직일 때, 센서의 Y 축이 반대방향 가속도를 측정해야 함. |
👉 부호(+ 또는 -)의 중요성:
- y (양수): 프린터의 X축 양의 방향과 센서의 Y축 양의 방향이 일치할 때.
- -x (음수): 프린터의 축 양의 방향과 센서의 X축 음의 방향이 일치할 때. (축의 방향이 정확히 180° 반대일 때 부호를 반전시켜야 합니다.)
4. 🛠️ 센서 축 방향 확인 방법 (필수 검증)
axes_map을 설정한 후에는 중력 가속도 테스트를 통해 설정이 정확한지 반드시 확인해야 합니다.
- 명령어 실행: Klipper 콘솔에 다음 명령어를 입력합니다.
-
ACCELEROMETER_QUERY - 프린터 정지 상태 확인:
- 프린터가 움직이지 않고 노즐 헤드가 수평일 때, Z축 값만 중력 가속도()를 나타내야 합니다. (X, Y축 값은 이어야 합니다.)
- 수직 방향 검증:
- 만약 센서가 옆으로 기울어져 있다면, 그 방향을 향하는 축( 또는 )이 중력 가속도를 측정하게 됩니다.
09:25:30 $ ACCELEROMETER_QUERY
09:25:32 // accelerometer values (x, y, z): -74.020594, 444.123565, -9920.936699
현재 값이 -74, 444, -9920
→ Z가 –9920 이라는 건 Z축이 완전히 반대로 되어 있다는 뜻입니다.
(지구 중력이 –9.8 m/s²로 인식되고 있어요)
이 검증을 통해 axes_map 설정이 올바른지 최종적으로 확신할 수 있습니다. 축 매핑이 틀리면 Input Shaper 결과 전체가 무의미해집니다.
중요 ✅ probe_points: 10,10,20의 역할
다음 probe_points: 10,10,20 이 중요합니다. 이 값이 있어야 캘리브레이션을 시작하면 중간쯤으로 툴헤드를 올바로 옮겨놓고 진행됩니다. 이 값이 잘못되어 있으면 툴헤드가 벽을 때려요.
[resonance_tester]
accel_chip: adxl345
probe_points: 10,10,20 <-- 이 값으로 변경2. 🚀 Input Shaper 측정 및 분석 (최적 결과)
가장 빠르고 정확하게 Input Shaper 값을 얻는 방법은 SHAPER_CALIBRATE 명령을 사용하는 것입니다.
A. 측정 명령
SHAPER_CALIBRATE
이 명령은 X축과 Y축의 공진을 순차적으로 측정하고, 최적의 Input Shaper 값을 자동으로 계산합니다.
B. 최종 분석 및 최적 설정
측정 과정 중 X축 강성 문제(가속도 허용치 로 하락)가 잠시 발생했으나, 물리적 조정 후 성능이 회복되었습니다.
| 축 (Axis) | 권장 Shaper Type | 권장 Shaper Frequency | 권장 Max Accel (참고) | 잔류 진동 (Vibrations) |
| X축 | (Modified ZV) | |||
| Y축 | (Modified ZV) |
👉 결론: 이 결과는 FlashForge Adventurer 5M의 빠른 출력 속도를 뒷받침하는 매우 우수한 Input Shaper 값입니다. 쉐이퍼를 사용하면 고속( 이상)에서도 링잉(Ghosting) 현상을 효과적으로 제거할 수 있습니다.
3. 💾 Input Shaper 값 저장 및 설정 정리
측정이 완료되면, 측정값을 저장하고 ADXL345 센서와 관련된 설정을 제거하여 프린터 구성을 정리해야 합니다.
A. 측정값 저장
- 측정된 최적값을 printer.cfg에 저장합니다.이 명령은 printer.cfg의 #*# SAVE_CONFIG 블록에 X/Y축의 shaper_type 및 shaper_freq 값을 자동으로 기록하고 프린터를 재시작합니다.
-
SAVE_CONFIG
B. ADXL345 설정 제거 및 정리
Input Shaper 값이 저장된 후에는, 더 이상 필요 없는 ADXL345 관련 설정을 printer.cfg에서 모두 삭제 또는 # 주석 처리하고 ADXL345를 제거, 프린터를 재부팅합니다.
| 삭제할 섹션 | 이유 |
| [adxl345] | 센서 정의 |
| [mcu adxl] | 보조 MCU 연결 |
| [resonance_tester] | 공진 테스트 도구 정의 |
Fluidd 커맨드 창
14:28:10
$ SHAPER_CALIBRATE
14:28:10
// Calibration will be performed for square_corner_velocity = '9.0'
14:28:12
!! Must home axis first: 10.000 10.000 20.000 [0.000]
14:28:18
$ g28
14:28:41
$ SHAPER_CALIBRATE
14:28:41
// Calibration will be performed for square_corner_velocity = '9.0'
14:28:49
// Testing axis x
14:28:49
// Disabled [input_shaper] for resonance testing
14:28:49
// Testing frequency 5 Hz
14:28:49
// Testing frequency 6 Hz
...
...
14:32:07
// Testing frequency 100 Hz
14:32:07
// Re-enabled [input_shaper]
14:32:15
// Wait for calculations..
14:32:16
// Calculating the best input shaper parameters for x axis
14:32:22
// Wait for calculations..
14:32:27
// Wait for calculations..
14:32:29
// Fitted shaper 'zv' frequency = 62.8 Hz (vibrations = 7.3%, smoothing ~= 0.057)
14:32:29
// To avoid too much smoothing with 'zv' (scv: 9), suggested max_accel <= 14900 mm/sec^2
14:32:34
// Wait for calculations..
14:32:39
// Wait for calculations..
14:32:44
// Wait for calculations..
14:32:45
// Fitted shaper 'mzv' frequency = 60.6 Hz (vibrations = 1.9%, smoothing ~= 0.066)
14:32:45
// To avoid too much smoothing with 'mzv' (scv: 9), suggested max_accel <= 10800 mm/sec^2
14:32:50
// Wait for calculations..
14:32:55
// Wait for calculations..
14:32:59
// Fitted shaper 'ei' frequency = 56.0 Hz (vibrations = 0.1%, smoothing ~= 0.109)
14:32:59
// To avoid too much smoothing with 'ei' (scv: 9), suggested max_accel <= 5700 mm/sec^2
14:33:04
// Wait for calculations..
14:33:09
// Wait for calculations..
14:33:14
// Wait for calculations..
14:33:15
// Fitted shaper '2hump_ei' frequency = 69.8 Hz (vibrations = 0.0%, smoothing ~= 0.121)
14:33:15
// To avoid too much smoothing with '2hump_ei' (scv: 9), suggested max_accel <= 4900 mm/sec^2
14:33:20
// Wait for calculations..
14:33:25
// Wait for calculations..
14:33:30
// Wait for calculations..
14:33:33
// Fitted shaper '3hump_ei' frequency = 86.4 Hz (vibrations = 0.0%, smoothing ~= 0.121)
14:33:33
// To avoid too much smoothing with '3hump_ei' (scv: 9), suggested max_accel <= 5000 mm/sec^2
14:33:33
// Recommended shaper_type_x = mzv, shaper_freq_x = 60.6 Hz
14:33:33
// Shaper calibration data written to /tmp/calibration_data_x_20251207_052841.csv file
14:33:33
// Calculating the best input shaper parameters for y axis
14:33:38
// Wait for calculations..
14:33:43
// Wait for calculations..
14:33:44
// Fitted shaper 'zv' frequency = 51.0 Hz (vibrations = 1.2%, smoothing ~= 0.079)
14:33:44
// To avoid too much smoothing with 'zv' (scv: 9), suggested max_accel <= 9200 mm/sec^2
14:33:50
// Wait for calculations..
14:33:55
// Wait for calculations..
14:34:00
// Wait for calculations..
14:34:00
// Fitted shaper 'mzv' frequency = 51.6 Hz (vibrations = 0.0%, smoothing ~= 0.086)
14:34:00
// To avoid too much smoothing with 'mzv' (scv: 9), suggested max_accel <= 7800 mm/sec^2
14:34:05
// Wait for calculations..
14:34:10
// Wait for calculations..
14:34:15
// Fitted shaper 'ei' frequency = 62.0 Hz (vibrations = 0.0%, smoothing ~= 0.092)
14:34:15
// To avoid too much smoothing with 'ei' (scv: 9), suggested max_accel <= 7200 mm/sec^2
14:34:20
// Wait for calculations..
14:34:25
// Wait for calculations..
14:34:30
// Wait for calculations..
14:34:31
// Fitted shaper '2hump_ei' frequency = 77.4 Hz (vibrations = 0.0%, smoothing ~= 0.102)
14:34:31
// To avoid too much smoothing with '2hump_ei' (scv: 9), suggested max_accel <= 6300 mm/sec^2
14:34:37
// Wait for calculations..
14:34:42
// Wait for calculations..
14:34:47
// Wait for calculations..
14:34:50
// Fitted shaper '3hump_ei' frequency = 93.2 Hz (vibrations = 0.0%, smoothing ~= 0.106)
14:34:50
// To avoid too much smoothing with '3hump_ei' (scv: 9), suggested max_accel <= 6000 mm/sec^2
14:34:50
// Recommended shaper_type_y = mzv, shaper_freq_y = 51.6 Hz
14:34:51
// Shaper calibration data written to /tmp/calibration_data_y_20251207_052841.csv file
14:34:51
// The SAVE_CONFIG command will update the printer config file
// with these parameters and restart the printer.
14:36:58
$ SAVE_CONFIG
14:37:00
// Klipper state: Disconnect⚙️ Klipper 설정 파일 (printer.cfg) 분석 및 설명
이 가이드는 FlashForge Adventurer 5M (Forge-X) 프린터에 적용된 Klipper 설정 파일의 주요 섹션들을 설명하여, 다른 사용자들이 자신의 프린터 설정에 참고하거나 이해하는 데 도움을 주기 위해 작성되었습니다.
전체 printer.cfg
[include printer.base.cfg]
[include ./mod/config/stock.cfg]
[extruder]
step_pin: eboard:PB14
dir_pin: !eboard:PB15
enable_pin: !eboard:PB12
microsteps: 16
rotation_distance: 4.7
nozzle_diameter: 0.400
filament_diameter: 1.750
heater_pin: eboard:PA8
sensor_type: Generic 3950
sensor_pin: eboard:PA0
control: pid
pid_Kp: 20.109
pid_Ki: 1.943
pid_Kd: 52.031
min_temp: -100
max_temp: 350
min_extrude_temp: 100
pressure_advance:0.035
pressure_advance_smooth_time: 0.040
max_extrude_only_distance:1500.00
max_extrude_cross_section:1000
[verify_heater extruder]
max_error: 290
check_gain_time:200
hysteresis: 10
heating_gain: 10
[tmc2209 extruder]
uart_pin: eboard:PB10
interpolate:True
run_current: 0.8
hold_current:0.8
sense_resistor:0.10
#stealthchop_threshold: 999999
[input_shaper]
#shaper_type_x: mzv
#shaper_freq_x: 47.4
#shaper_type_y: mzv
#shaper_freq_y: 46.2
# Save Mesh Data #
[heater_bed]
heater_pin: PB9
sensor_type: Generic 3950
sensor_pin: PC3
pullup_resistor: 4700
control: pid
pid_Kp: 32.79
pid_Ki: 4.970
pid_Kd: 54.118
min_temp: -100
max_temp: 130
[led chamber_light]
white_pin: PA8
hardware_pwm: False
cycle_time: 0.002
[skew_correction]
#!#!# <---------------------- DEFERRED_INCLUDES ---------------------->
[include ./mod/tuning.cfg]
#!<-------ADXL345----------->
#[adxl345]
#axes_map: y,-x,z ###usb를 왼쪽으로 향하고 칩 부착면을 프린터 뒤쪽으로 향하게
#[mcu adxl]
#serial: /dev/ttyACM0
#restart_method: command
#[resonance_tester]
#accel_chip: adxl345
#probe_points: 10,10,20
#*# [input_shaper] for ALIEXPRESS OEM Nozzle 0.8mm 20251207
#*# shaper_type_x = mzv
#*# shaper_freq_x = 60.6
#*# shaper_type_y = mzv
#*# shaper_freq_y = 51.6
#*# <---------------------- SAVE_CONFIG ---------------------->
#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.
#*#
#*# [bed_mesh MESH_DATA]
#*# version = 1
#*# points =
#*# -0.711212, -0.711212, -0.711212, -0.716200, -0.691262
#*# -0.776050, -0.744878, -0.757347, -0.763581, -0.763581
#*# -0.874553, -0.792259, -0.768569, -0.759841, -0.805975
#*# -0.915700, -0.840887, -0.781037, -0.809716, -0.879541
#*# -0.960587, -0.840887, -0.758594, -0.742384, -0.870812
#*# x_count = 5
#*# y_count = 5
#*# mesh_x_pps = 3
#*# mesh_y_pps = 3
#*# algo = bicubic
#*# tension = 0.20000000000000001
#*# min_x = -105.0
#*# max_x = 105.0
#*# min_y = -105.0
#*# max_y = 105.0
#*#
#*# [bed_mesh auto]
#*# version = 1
#*# points =
#*# -1.397287, -1.303772, -1.270106, -1.291303, -1.314994
#*# -1.387312, -1.311253, -1.317487, -1.324969, -1.327462
#*# -1.440928, -1.344919, -1.311253, -1.308759, -1.353647
#*# -1.498284, -1.409756, -1.336191, -1.371103, -1.443422
#*# -1.571850, -1.425966, -1.337437, -1.316241, -1.489556
#*# x_count = 5
#*# y_count = 5
#*# mesh_x_pps = 3
#*# mesh_y_pps = 3
#*# algo = bicubic
#*# tension = 0.20000000000000001
#*# min_x = -105.0
#*# max_x = 105.0
#*# min_y = -105.0
#*# max_y = 105.0
#*#
#*# [probe]
#*#
#*# [input_shaper]
#*# shaper_type_x = mzv
#*# shaper_freq_x = 60.6
#*# shaper_type_y = mzv
#*# shaper_freq_y = 51.61. 📂 기본 포함 파일 및 초기 설정
[include printer.base.cfg]
[include ./mod/config/stock.cfg]
- [include]: 다른 설정 파일의 내용을 현재 파일에 가져옵니다. 이 구조는 설정을 모듈화하여 관리하기 쉽게 만듭니다.
- printer.base.cfg: 프린터의 기본적인 하드웨어 정의가 포함되었을 가능성이 높습니다.
- ./mod/config/stock.cfg: 펌웨어 또는 사용자 정의 모드의 기본 설정이 포함되었을 수 있습니다.
2. 🌡️ 익스트루더 (Extruder) 설정
익스트루더 모터, 히터, 센서에 대한 상세한 설정입니다.
[extruder]
...
rotation_distance: 4.7
nozzle_diameter: 0.400
filament_diameter: 1.750
sensor_type: Generic 3950
control: pid
...
pressure_advance:0.035
pressure_advance_smooth_time: 0.040
- rotation_distance: 익스트루더 모터가 한 번 회전할 때 밀어내는 필라멘트의 길이(mm)입니다.
- nozzle_diameter: 현재 장착된 노즐 직경 (0.400 mm).
- sensor_type: 익스트루더 온도 센서의 유형 (Generic 3950).
- control: pid: 온도 제어 방식은 PID 제어를 사용하며, 아래에 안정적인 온도를 유지하기 위한 값이 설정되어 있습니다.
- pressure_advance:0.035: 필라멘트를 미리 밀어 넣어 노즐 내 압력을 조절하는 압출 선행 값입니다. 인쇄 품질(특히 모서리)을 향상시킵니다.
모터 드라이버 설정 ([tmc2209 extruder])
[tmc2209 extruder]
uart_pin: eboard:PB10
run_current: 0.8
sense_resistor:0.10
- run_current: 익스트루더 모터가 작동 중일 때 사용하는 전류(). 적절한 토크와 발열 제어를 위해 설정됩니다.
3. 📉 Input Shaper 설정 (공진 방지)
이 섹션은 ADXL345 가속도계 측정을 통해 계산된 최종 공진 방지 값을 포함합니다. 이 부분을 삭제 또는 주석처리 합니다. 측정된 값은 파일 가장 아래의 #*# <---------------------- SAVE_CONFIG ----------------------> 부분에서 관리됩니다.
[input_shaper]
#shaper_type_x: mzv
#shaper_freq_x: 47.4
... (이전 측정값은 주석 처리됨)
저장된 Input Shaper 값 (SAVE_CONFIG 블록)
파일 하단에 있는 #*# SAVE_CONFIG 블록은 가장 최근에 측정되어 저장된 Input Shaper 값입니다.
#*# [input_shaper]
#*# shaper_type_x = mzv
#*# shaper_freq_x = 60.6
#*# shaper_type_y = mzv
#*# shaper_freq_y = 51.6
- X축: (Modified Zero Vibration) 쉐이퍼를 주파수로 적용합니다.
- Y축: 쉐이퍼를 주파수로 적용합니다.
이 값이 현재 프린터의 고속 출력 시 링잉(Ringing)을 제거하는 핵심 설정입니다.
4. 🌡️ 히터 베드 (Heater Bed) 설정
베드의 온도 제어 및 센서에 대한 설정입니다.
[heater_bed]
heater_pin: PB9
sensor_type: Generic 3950
sensor_pin: PC3
control: pid
...
- 익스트루더와 마찬가지로 Generic 3950 센서와 PID 제어를 사용하여 베드 온도를 정확하게 유지합니다.
5. 💡 LED 및 기타 기능
[led chamber_light]
white_pin: PA8
...
[skew_correction]
- [led chamber_light]: 챔버 조명 LED를 제어하는 설정입니다.
- [skew_correction]: 프린터 프레임이 완벽한 직각이 아닐 때 발생하는 인쇄물의 왜곡을 소프트웨어적으로 보정하기 위한 기능입니다.
6. 🗑️ ADXL345 설정 (주석 처리됨)
Input Shaper 측정 완료 후, 재사용하지 않기 위해 ADXL345 관련 설정은 모두 주석 처리()되어 있습니다.
#[adxl345]
#[mcu adxl]
#[resonance_tester]
- 설명: 공진 측정이 완료되었으므로, ADXL345 센서가 제거된 후 이 섹션들은 비활성화되었습니다.
7. 🛏️ 베드 레벨링 데이터 (Bed Mesh)
#*# SAVE_CONFIG 블록 하단에는 베드 레벨링 측정 데이터가 자동으로 저장되어 있습니다.
#*# [bed_mesh MESH_DATA]
#*# version = 1
#*# points =
#*# ... (측정된 베드 높이 데이터) ...
- 이 데이터는 G29 또는 BED_MESH_PROFILE LOAD=... 명령을 통해 로드되어 프린팅 시 베드의 불균형을 보정하는 데 사용됩니다.